Разработка технологического процесса упрочнения кулачка главного вала с использованием лазерного излученияРефераты >> Металлургия >> Разработка технологического процесса упрочнения кулачка главного вала с использованием лазерного излучения
По сравнению с ранее известными способами (азотирование, цементация, наплавление и др.) модификация поверхности легированием при локальном лазерном нагреве и высоких скоростях плавления и кристаллизации обладает целым рядом преимуществ:
- экономией легирующего материала;
- минимальный объём последующей механической обработки;
- отсутствием необходимости в последующей термообработке;
- достаточно хорошей контролируемостью процесса;
- высокой скоростью процесса и высоким качеством изделия;
- хорошей воспроиводимостью параметров упрочняемого слоя и др.
Процесс лигирования позволяет получать на поверхности деталей из углеродистых материалов микрообъёмы новых сплавов с заданными свойствами и повышать их теплостойкость до 300 – 400 0С. Рекомендуется для поверхностного легирования использовать такие дешёвые материалы, как например стали Ст. 3, 45, У8А, У10А, и на поверхности деталей, инструмента, изготовленных из них создавать микрообъёмы со свойствами, обусловленными свойствами детали, инструмента и т.п.
На поверхность материала легирующий элемент наносится различными способами:
- накатыванием (фольги из легирующего элемента);
- электролитическим осаждением;
- детонационным покрытием;
- плазменным напылением;
- нанесением обмазки и связующего вещества и т.д.
Лазерное термоупрочнение сталей заключается в формировании на этапе нагрева аустенитной структуры и её последующем превращением в мартенсит на этапе охлаждения.
При лазерной обработке без оплавления решающей стадией является нагрев, т.к. при последующем высокоскоростном охлаждении фиксируется превращение при нагреве. При нагреве сплавов железа в точке Ас1 диаграммы состояния железо – углерод начинается превращение перлита в аустенит.
Высокоскоростной нагрев, характерный для лазерной обработки, изменяет кинетику образования аустенита. Подводимая тепловая энергия превосходит по величине энергию, необходимую для перестройки кристаллической решётки, а сама перестройка происходит с некоторой конечной скоростью. Вследствие этого превращение осуществляется не изотермически, а в некотором интервале температур от Ас1нач до Ас1кон , то есть происходит смещение конца аустенитного превращения в область высоких температур (рис. 2.1 область 1).
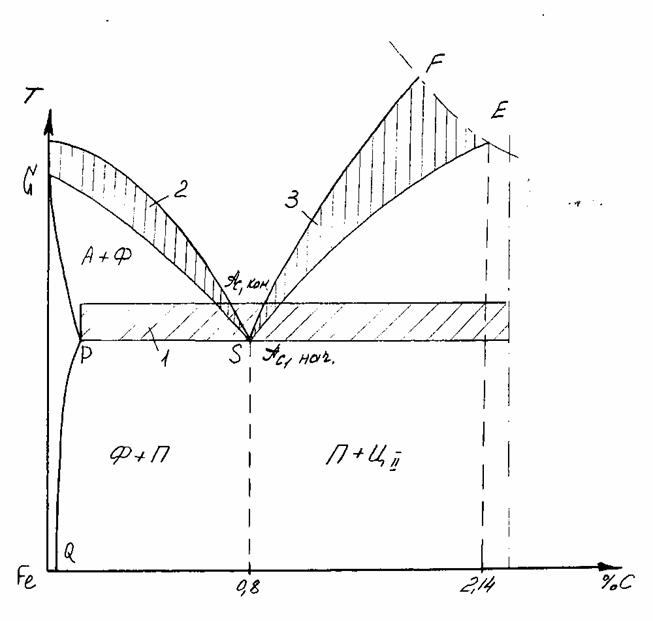
Рис. 2.1. Диаграмма состояния Fe – Fe3 S
Вследствие высокой скорости нагрева диффузионные процессы перестройки решётки объёмноцентрированного куба избыточного феррита в решётку гранецентрированного куба избыточного аустенита могут не закончиться на линии GS диаграммы Fe – Fe3 S и происходит сдвиг точки Ас3 в область более высоких температур (рис. 2.1. область 2). Так же происходит смещение точки Асм и обусловленное этим микроплавление границы цементита с аустенитом (рис. 1.4, область 3).
В рассмотренных случаях процесс диффузионного перераспределения углерода в аустените, то есть гоиогенизация аустенита, смещается в область ещё более высоких температур.
Лазерная обработка отличается малым временем воздействия, вследствие чего не успевает произойти укрупнение зерна. Однако процесс лазерного легирования стремятся осуществлять с нагревом до максимально возможной температуры, вплоть до температуры плавления с целью получить достаточную глубину упрочнённого слоя.
Обработка без оплавления поверхности приводит к образованию неоднородной аустенитной структуры с наличием в верхней части зоны воздействия мартенсита, обусловленного закритическими скоростями охлаждения. Микротвёрдость оплавленного слоя увеличивается на 4000 мПа. Наряду с диффузией в жидкой фазе насыщение поверхности лигирующими элементами реализуется так же и путём диффузии в твёрдой фазе. После начала действия луча лазера на материал вблизи границы разрушения возникает тонкий слой жидкого металла, толщина которого тем меньше, чем выше интенсивность излучения.
Узкий слой расплавленного сплава на поверхности материала может быть в процессе воздействия луча лазера обогащён или обеднён лигирующими элементами по сравнению с исходным сплавом из-за разной упругости паров легирующего элемента и основного металла. Для большинства легирующих элементов энергия связи их в сплаве ниже соответствующей энергии связи основного метала, приходящейся на атом сплава. Поэтому при движении границы разрушения возможно испарение не только атомов, находящихся на поверхности границы разрушения, но и части примесных атомов из слоя некоторой толщины из которого обеспечивается переход примесей к границе разрушения. Толщина этого слоя близка к толщине слоя поглощения светового излучения в металлах, где эффективные температуры и давление весьма высоки, и вследствие этого коэффициент диффузии существенно увеличивается.
Скорость подвижности легирующих элементов определяется температурой в жидкой фазе, временем соприкосновения между твёрдой и жидкой фазами, физической природой примесных атомов и концентрацией примесей. Для значительного числа элементов, растворимость их в жидкой фазе выше, чем в твёрдой, поэтому перед границей жидкой фазы образуется слой с пониженным содержанием примесей. После окончания действия излучения прекращается движение границы раздела жидкая фаза – твёрдая фаза, и начинается кристаллизация тонкой плёнки.
В этот момент испарение с поверхности перестаёт иметь значение. Поэтому по мере кристаллизации наблюдается обратный переход части примесных и легирующих атомов в зону, прилегающую к кратеру. Это должно приводить к выравниванию числа примесных атомов в зоне вблизи кратера, хотя полной компенсации недостачи легирующих примесей может и не быть вследствие того, что температура в зоне обработки не существенно превышает температуру плавления.
Таким образом, исходного распределения легирующих примесей в зоне, прилегающей к кратеру, должно быть отлично от конечного. Диффузионная глубина существенно зависит от температурного поля в зоне кратера. В связи с этим процесс изменения содержания элементов при действии излучения лазера на металлы может быть разбит на несколько стадий.
Первая стадия – нестационарный процесс, приводящий к установлению квазистационарного распределения температуры в зоне кратера. Следующая стадий – квазистационарный процесс разрушения, при котором температурное поле материала можно считать установившемся. На этой стадии происходит установление диффузионного процесса накопления примесей в жидкой плёнке, примыкающей к зоне обработки, или её примесями, в последней стадии процесса, соответствующей кристаллизации тонкой плёнки расплава после окончания действия излучения, происходит обратный перенос примесей из жидкой в твёрдую фазу, то есть обогащение поверхностного слоя легирующими элементами.
При легировании СО2 - лазером мощностью 1 кВт, диаметр пятна 0,59 – 1,8 мм и скорости сканирования 12,7 ÷ 1270 см/мин, время наплавления металла в данной точке не превышает 0,1 ÷ 1,5 с.
Примерно столько же составляет время кристаллизации металла. На процесс перемешивания оказывают влияние высокие градиенты температур, действие ударной волны и т.д. Глубину проплавления можно менять от 0,05 до 5 мм, а степень легирования в пределах от 0,1 ÷ 1 до 0,81 ÷ 1.